datos técnicos sobre el manejo de acoplamientos
Manipulación de acoplamientos Jaw-Flex serie L
producto orificio piloto
1. Mecanizado de agujeros para ejes, mecanizado de chaveteros
Al taladrar agujeros y mecanizar chaveteros a partir de productos orificio piloto, siga los pasos que se indican a continuación.
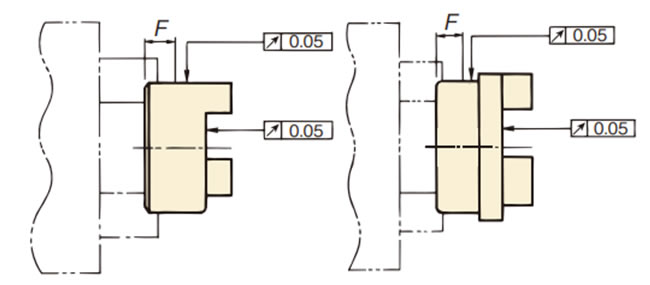
- (1) Sujete el diámetro exterior del cubo y céntrelo como se muestra en la Figura 1 antes de mecanizar.
Los bujes sinterizados y chapados están fabricados con una aleación sinterizada a base de hierro y tratados con vapor, por lo que recomendamos utilizar material de carburo (símbolo JIS 9-20, K-01) para la herramienta de corte. (Los modelos L190 y L225 son de hierro fundido). - (2) La ranura para la chaveta debe mecanizarse en una posición que evite las garras. La tabla 4 muestra los tamaños y posiciones de machos recomendados.
- (3) Para las tolerancias de mecanizado del orificio del eje, recomendamos una tolerancia de ajuste ajuste deslizante como se muestra en la Tabla 5. Evite los métodos de montaje que generan tensión interna, como ajuste a presión Power-Lock.
Figura 1. Diagrama de mecanizado del orificio del eje
| Adaptar | Adaptar | Adaptar | |||
|---|---|---|---|---|---|
| Tolerancia del eje | Tolerancia del agujero | Tolerancia del eje | Tolerancia del agujero | Tolerancia del eje | Tolerancia del agujero |
| h6 h7 |
H7 | j6 j7 |
G7 | k6 k7 |
F7 |
| Buje sinterizado con acabado chapado | Tipo de buje de aluminio | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Tamaño | L035 | L050 | L070 | L075 | L090 | L095 | L099 | L100 | L110 | L150 | L190 | L225 | L050A | L070A | L075A | L090A | L095A | L100A | L110A | |
| L035F | L050F | L070F | L075F | L090F | L095F | L099F | L100F | L110F | L150F | L190F | L225F | |||||||||
| Tamaño del grifo | M3 | M4 | M5 | M5 | M6 | M6 | M6 | M6 | M8 | M8 | M8 | M8 | M4 | M5 | M5 | M6 | M6 | M6 | M8 | |
| F(mm) | 3.0 | 8.00 | 9.5 | 10.5 | 10.5 | 12.5 | 13.5 | 12.5 | 20.5 | 17.5 | 25.5 | 25.5 | 8.0 | 9.5 | 10.5 | 10.5 | 10.5 | 17.0 | 20.5 | |
2. Instalación
- (1) Coloque el cubo y la chaveta en ambos ejes. No fuerce el cubo ni la chaveta para colocarlos. Asegúrese de rectificar correctamente la chaveta.
- (2) Asegure los tornillos de fijación en dos lugares.
- (3) Coloque el inserto en un lado del buje.
- (4) Ensamble ambos cubos de manera que las caras extremas de las garras y los insertos queden al ras entre sí (Fig. 2).
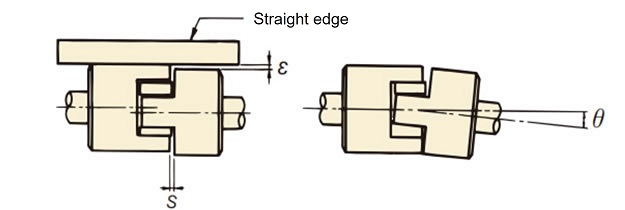
- (5) En este momento, corrija el ángulo de desalineación (desalineación angular) ajustando la dimensión S (Tabla 6) de manera que sea uniforme en la circunferencia como se muestra en la Figura 3. Consulte la Tabla 6 para conocer el ángulo de desalineación admisible (desalineación angular) θ.
- (6) Además, coloque una regla en la circunferencia exterior del cubo como se muestra en la Figura 3 y asegúrese de que el valor de ε en dos puntos separados aproximadamente 90° sea igual o menor que el valor de la Tabla 6. La vida útil del inserto se ve muy afectada por la precisión del centrado.
Figura 2
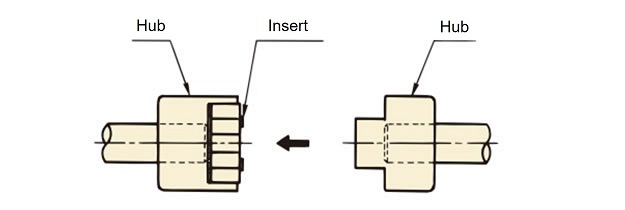
Figura 3. Diagrama de centrado
| Tamaño | Buje sinterizado | L035 | L050 | L070 | L075 | L090 | L095 | L099 | L100 | L110 | L150 | L190 | L225 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Especificaciones de chapado | L035F | L050F | L070F | L075F | L090F | L095F | L099F | L100F | L110F | L150F | L190F | L225F | |
| buje de aluminio | L050A | L070A | L075A | L090A | L095A | L100A | L110A | ||||||
| Excentricidad admisible (error de paralelismo) ε (mm) | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | |
| Desviación angular admisible (desalineación angular) (θ°) | Tipo S, M | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Tipo H | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | |
| S(mm) | Dimensiones estándar | 0.6 | 1.9 | 1.7 | 1.7 | 1.7 | 1.7 | 1.7 | 1.9 | 2.3 | 2.0 | 2.3 | 2.3 |
| Juego axial (desplazamiento axial) | ±0.3 | ±0.5 | ±0.5 | ±0.5 | ±0.5 | ±0.5 | ±0.5 | ±0.7 | ±0.7 | ±0.7 | ±1.0 | ±1.0 | |
*El tipo de buje de aluminio también se puede utilizar con los tipos M y H, pero el par de transmisión es el mismo que con el tipo S.
- (7) Si la velocidad de rotación supera las 2000 r/m, recomendamos que los valores de ε y θ sean la mitad o menos de los que figuran en la Tabla 6.
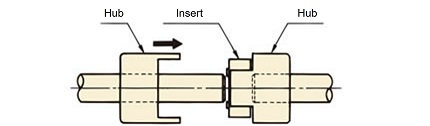
- (8) Otro procedimiento de instalación consiste en desplazar ambos cubos sobre el eje de manera que las caras extremas de las garras y las caras extremas de los insertos queden alineadas, como se muestra en la Figura 4. Siga el método de centrado de la misma forma que en los pasos (5) y (6). Tras el centrado, apriete firmemente los dos tornillos de fijación con el par de apriete indicado en la tabla de la derecha (Tabla 7).
- (9) Recomendamos utilizar adhesivo metálico en los tornillos de fijación para evitar que se aflojen.
(Adhesivo recomendado: Loctite 262)
Figura 4
| Tornillo de fijación tamaño |
M3 | M4 | M5 | M6 | M8 | M10 | M12 |
|---|---|---|---|---|---|---|---|
| Par de apriete N・m{kgf・m} |
0.78 {0.08} |
1.86 {0.19} |
3.63 {0.37} |
6.66 {0.68} |
16.2 {1.65} |
29.4 {3.0 } |
54.9 {5.6 } |
buje mecanizado con orificio
1. Comprobar antes de la instalación
- (1) El diámetro del orificio y el tipo de llave (J: llave estándar JIS nueva, E: dos tipos JIS antiguos) se muestran en el cubo real, por lo que verifique el diámetro del orificio y el tipo de llave para el tamaño que está solicitando.
- (2) Se incluyen dos tornillos de fijación.
- (3) Los diámetros de los agujeros del eje de Φ11 o menos no tienen chavetero y se fijan mediante dos tornillos de fijación.
- (4) Asegúrese de que la tolerancia del diámetro del eje al que está unido el cubo esté de acuerdo con las tolerancias recomendadas en la Tabla 8.
| Adaptar | Adaptar | Adaptar | |||
|---|---|---|---|---|---|
| Tolerancia del eje | Tolerancia del agujero | Tolerancia del eje | Tolerancia del agujero | Tolerancia del eje | Tolerancia del agujero |
| h6 h7 |
H7 | j6 j7 |
G7 | k6 k7 |
+ 0.040 + 0.015 |
2. Instalación
Consulte la sección anterior sobre la instalación de elementos orificio piloto.
3. Entorno de uso
- - Utilizar en un área bien ventilada con la menor cantidad de polvo y humedad posible.
- - Evite su uso en lugares donde haya líquidos o gases corrosivos, o en lugares donde haya sustancias inflamables o explosivas.
- -Por favor, evite su uso en exteriores.
4. Inspección
Después de 1-2 horas de funcionamiento real, vuelva a comprobar la declinación (desalineación angular) y la excentricidad (error paralelo).
Asimismo, compruebe periódicamente (por ejemplo, cada seis meses o un año) si hay anomalías en las piezas y desgaste de los insertos.
Los insertos son consumibles y deben reemplazarse regularmente.
