datos técnicos Datos de diseño correas síncronas y poleas dentadas para correas
Conexión de polea y eje
(1) Método de bloqueo con llave
Este es un método general de codificación que utiliza las tolerancias dimensionales de ajuste y las tolerancias de chavetero para el orificio del eje y el eje que se muestran en la siguiente tabla.
Consulte el ajuste del orificio que tiene un orificio de eje estandarizado, chaveta y procesamiento de roscado, y se puede pedir utilizando únicamente el número de modelo.
- - Para poleas de aluminio, utilizar con presión en la superficie de la chaveta de 80 N/mm2 o menos y en una dirección de rotación.
- - Al utilizarlo en rotación hacia adelante y hacia atrás, utilice poleas dentadas de bloqueo.
(2) Método de fijación mediante fricción
Consulte poleas dentadas de bloqueo disponibles con fijaciones de fricción integradas.
Para la selección poleas dentadas de bloqueo, consulte la poleas dentadas de bloqueo tipo S y poleas dentadas de bloqueo tipo C.
- Los elementos de fijación por fricción, como poleas dentadas de bloqueo ejercen una fuerte presión superficial sobre el cuerpo de la polea; por ello, poleas dentadas de bloqueo de aluminio se fabrican con una aleación de aluminio de alta resistencia. Las poleas de aluminio estándar (orificio piloto) no se pueden mecanizar para utilizar elementos de fijación por fricción (como Power-Lock), ya que esto podría dañarlas.
Si está utilizando un elemento de fijación por fricción con una polea de aluminio, utilice nuestra poleas dentadas de bloqueo.
Dimensiones y tolerancias de los orificios del eje
Tolerancia dimensional del orificio del eje y del ajuste del eje (JIS B0401)
| Rango de dimensiones mm | Tolerancia dimensional del orificio del eje | Tolerancia dimensional del eje | ||
|---|---|---|---|---|
| H7 | H8 | h7 | h8 | |
| Mayores de 3 y menores de 6 | + 12~0 | + 18~0 | 0~-12 | 0~-18 |
| Mayores de 6 y menores de 10 | + 15~0 | + 22~0 | 0~-15 | 0~-22 |
| Mayores de 10 y menores de 18 | + 18~0 | + 27~0 | 0~-18 | 0~-27 |
| Mayores de 18 y menores de 30 | + 21~0 | + 33~0 | 0~-21 | 0~-33 |
| Mayores de 30 y menores de 50 | + 25~0 | + 39~0 | 0~-25 | 0~-39 |
| Mayores de 50 y menores de 80 | + 30~0 | + 46~0 | 0~-30 | 0~-46 |
| Más de 80 y menos de 120 | + 35~0 | + 54~0 | 0~-35 | 0~-54 |
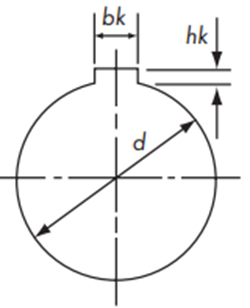
Dimensiones y tolerancias de chaveteros
A continuación se muestran, a modo de referencia, las dimensiones y tolerancias típicas para los productos terminados con orificio para eje ajuste del orificio.
Nueva clave JIS Js9
| Diámetro del orificio del eje | Dimensiones clave | Profundidad de la ranura de la llave d + hk |
Tolerancia de dimensión de ranura bk |
|---|---|---|---|
| 10 o más y 12 o menos | 4×4 | d + 1.8 | 4±0.0150 |
| Mayores de 12 y menores de 17 | 5×5 | d + 2.3 | 5±0.0150 |
| Mayores de 17 y menores de 22 | 6×6 | d + 2.8 | 6±0.0150 |
| Mayores de 22 y menores de 30 | 8×7 | d + 3.3 | 8±0.0180 |
| Mayores de 30 y menores de 38 | 10×8 | d + 3.3 | 10±0.0180 |
| Mayores de 38 y menores de 44 | 12×8 | d + 3.3 | 12±0.0215 |
| Mayores de 44 y menores de 50 | 14×9 | d + 3.8 | 14±0.0215 |
| Mayores de 50 y menores de 58 | 16×10 | d + 4.3 | 16±0.0215 |
| Mayores de 58 y menores de 65 | 18×11 | d + 4.4 | 18±0.0215 |
| Mayores de 65 y menores de 75 | 20×12 | d + 4.9 | 20±0.0260 |
| Mayores de 75 y menores de 85 | 22×14 | d + 5.4 | 22±0.0260 |
| Mayores de 85 y menores de 95 | 25×14 | d + 5.4 | 25±0.0260 |
Llave JIS antigua E9
| Diámetro del orificio del eje | Dimensiones clave | Profundidad de la ranura de la llave d + hk |
Tolerancia de dimensión de ranura bk |
|---|---|---|---|
| 10 o más y 13 o menos | 4×4 | d + 1.5 | 4 +0.050 |
| Mayores de 13 y menores de 20 | 5×5 | d + 2.0 | 5 +0.050 |
| Mayores de 20 y menores de 30 | 7×7 | d + 3.0 | 7 +0.061 |
| Mayores de 30 y menores de 40 | 10×8 | d + 3.5 | 10 +0.061 |
| Mayores de 40 y menores de 50 | 12×8 | d + 3.5 | 12 +0.075 |
| Mayores de 50 y menores de 60 | 15×10 | d + 5.0 | 15 +0.075 |
| Mayores de 60 y menores de 70 | 18×12 | d + 6.0 | 18 +0.075 |
| Mayores de 70 y menores de 80 | 20×13 | d + 6.0 | 20 +0.092 |
| Más de 80 y menos de 95 | 24×16 | d + 8.0 | 24 +0.092 |
Si necesita mecanizado de chaveteros, especifique las dimensiones y tolerancias.
Si no se dan instrucciones, se utilizarán las tolerancias de la tabla anterior.
Tratamiento de la superficie de la polea
Hay varios tratamientos de superficie disponibles según la aplicación, así que considérelos.
| Tipos de tratamiento de superficies | efecto | Material aplicable |
|---|---|---|
| Óxido negro | Prevención de la oxidación y decoración | Acero al carbono para estructuras de máquinas |
| electrogalvanizado | Prevención de la oxidación y decoración | Acero al carbono para estructuras de máquinas |
| Recubrimiento químico de níquel-fósforo | Prevención de la oxidación y decoración | Acero al carbono para estructuras de máquinas |
| aluminio anodizado | Prevención de la oxidación | aleación de aluminio |
| Aluminio anodizado duro | Prevención de la oxidación y resistencia al desgaste. | aleación de aluminio |
Procesamiento adicional de artículos de stock estándar
La mejor manera de mecanizar el orificio del eje de poleas dentadas para correas es sujetar el diámetro exterior de los dientes, pero para poleas estándar para correas dentadas, el diámetro exterior de los dientes y el diámetro exterior del cubo se mecanizan para que sean concéntricos con precisión, por lo que recomendamos sujetar el diámetro exterior del cubo al mecanizar el orificio del eje.
Además, al procesar una polea tipo DF, la brida girará, así que inserte un tornillo de fijación en el orificio roscado para evitar la rotación.

Ejemplo de sujeción tipo BF

Asegúrese de evitar que la brida se tuerza.
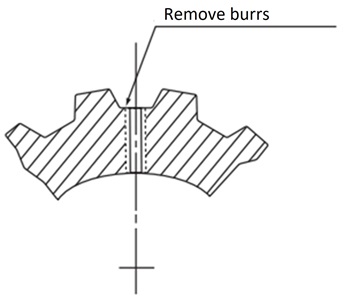
Golpeteo
Al mecanizar raíz del diente, asegúrese de eliminar cualquier rebaba. Tenga cuidado, ya que las rebabas pueden dañar la correa. (Para poleas con bujes, golpee el buje).